GST : 24AANFT7772P1Z6
Call us
07971459589
Call us
07971459589







Price:

Price 56000 INR / Piece
Minimum Order Quantity : 1 Number
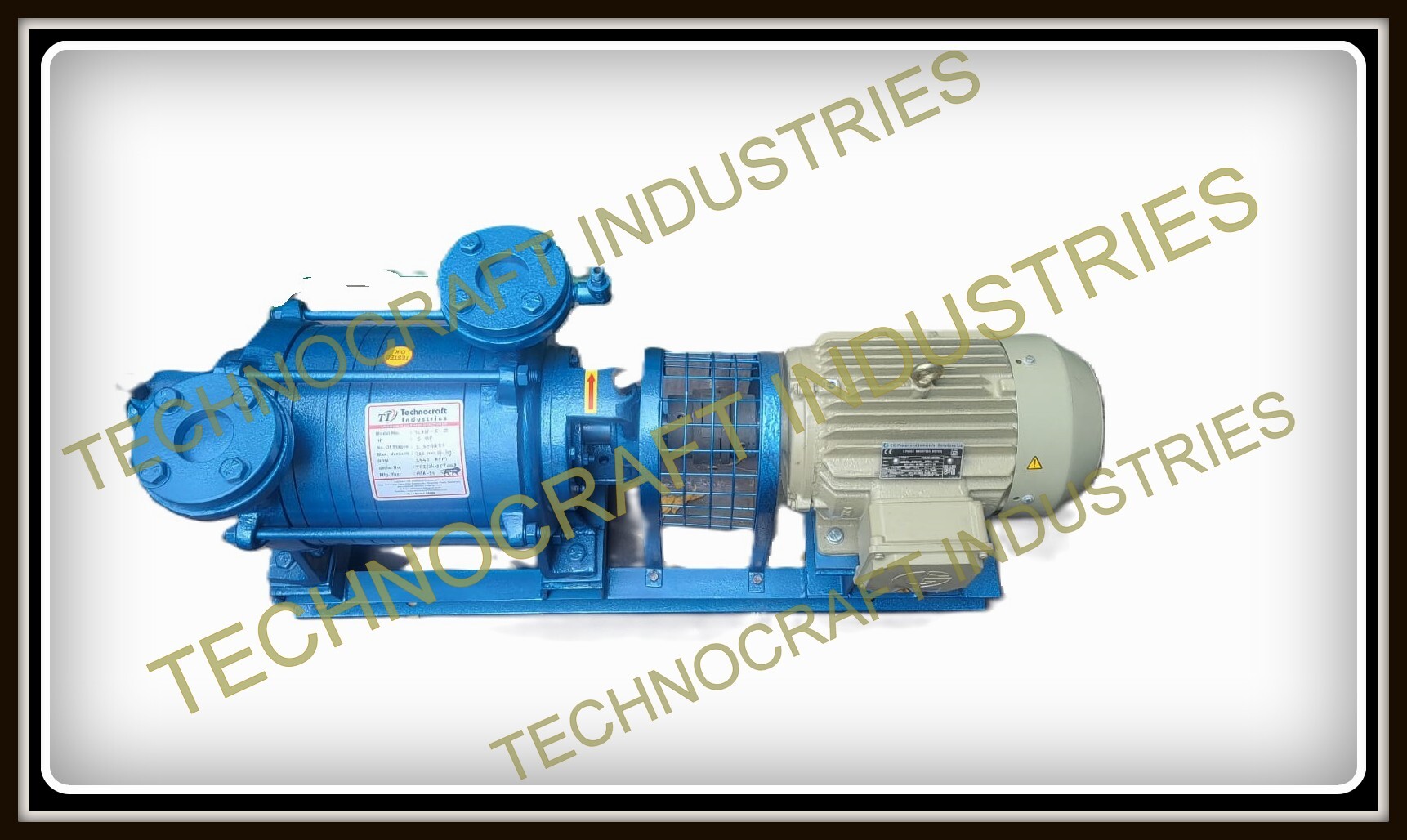
Theory : Vacuum Pump
Flow Rate : 3.06 m/hr to 600 m/hr
Seals Type : Oil seal sealing
Max Suction : 760 mm of hg

Price 17000.00 INR / Piece
Minimum Order Quantity : 1 Number
Theory : Vacuum Pump
Flow Rate : 85 m/hr to 1080 m/hr
Seals Type : Mechanical Seal and Gland Packing
Max Suction : 720 mm of hg
Price 45000 INR / Piece
Minimum Order Quantity : 1 Number
Theory : Vacuum Pump
Flow Rate : 85 m/hr to 1080 m/hr
Seals Type : Mechanical Seal and Gland Packing
Max Suction : 720 mm of hg

Price 25000.00 INR / Number
Minimum Order Quantity : 1 Number
Theory : Vacuum Pump
Flow Rate : 50 cubic meter to 1080 Cubic meter
Seals Type : Gland Packing or mechannical seal
Max Suction : 720 mm of hg

 Send Inquiry
Send Inquiry
