GST : 24AANFT7772P1Z6
Call us
07971459589
Call us
07971459589






Price:

Price 23000 INR / Piece
Minimum Order Quantity : 1 Number
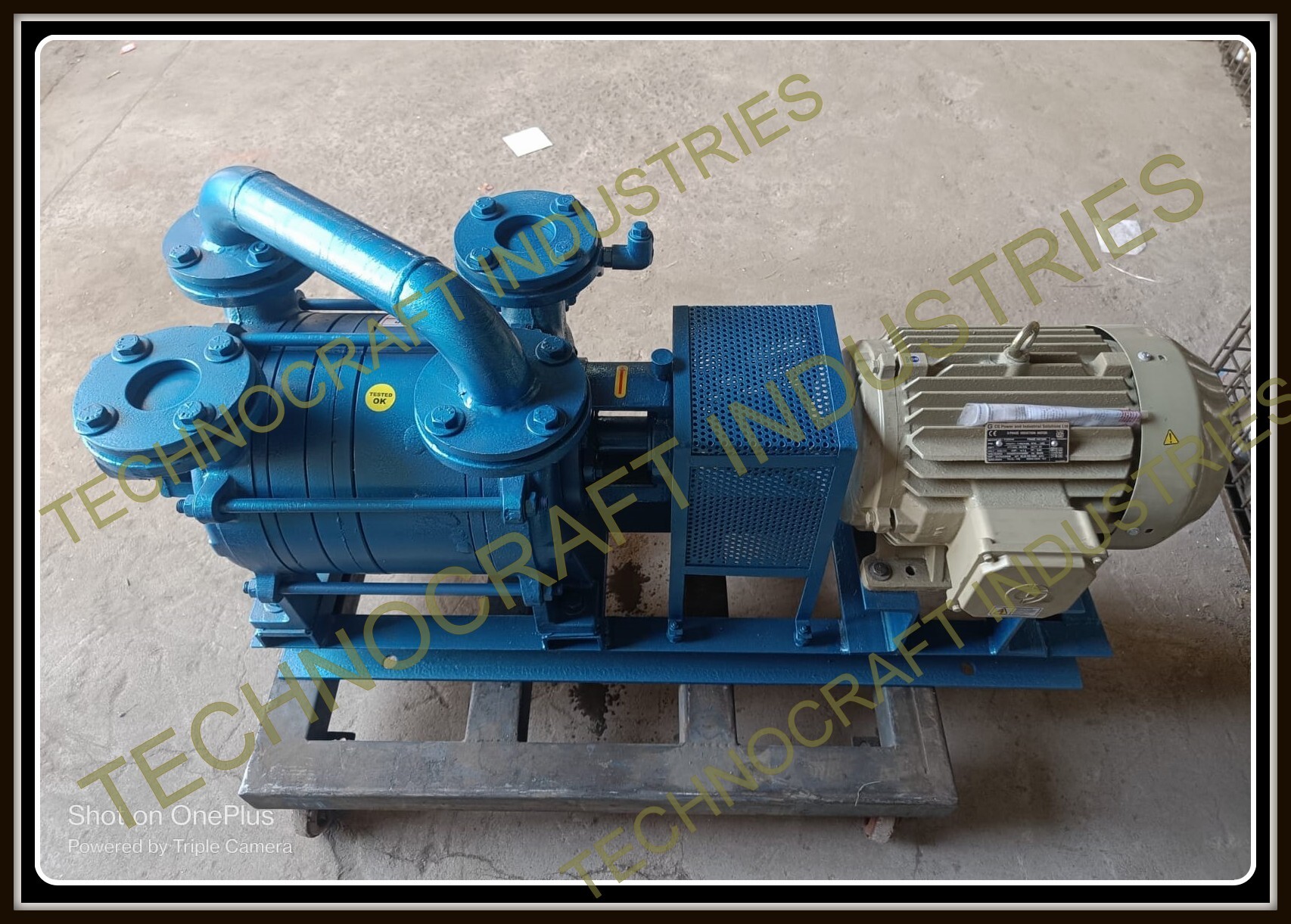
Usage : Industrial
Flow Rate : 3 cubic meter to 600 cubic meter
Material : Cast Iron
Size : Different Available

Price 35000 INR / Piece
Minimum Order Quantity : 1 Number
Usage : Industrial
Flow Rate : 85 m/hr to 1080 m/hr
Material : Cast Iron, SS304, SS316, Bronze, Gun Metal & as per process requirement
Size : Different Available

Price 45000.00 INR / Piece
Minimum Order Quantity : 1 Number
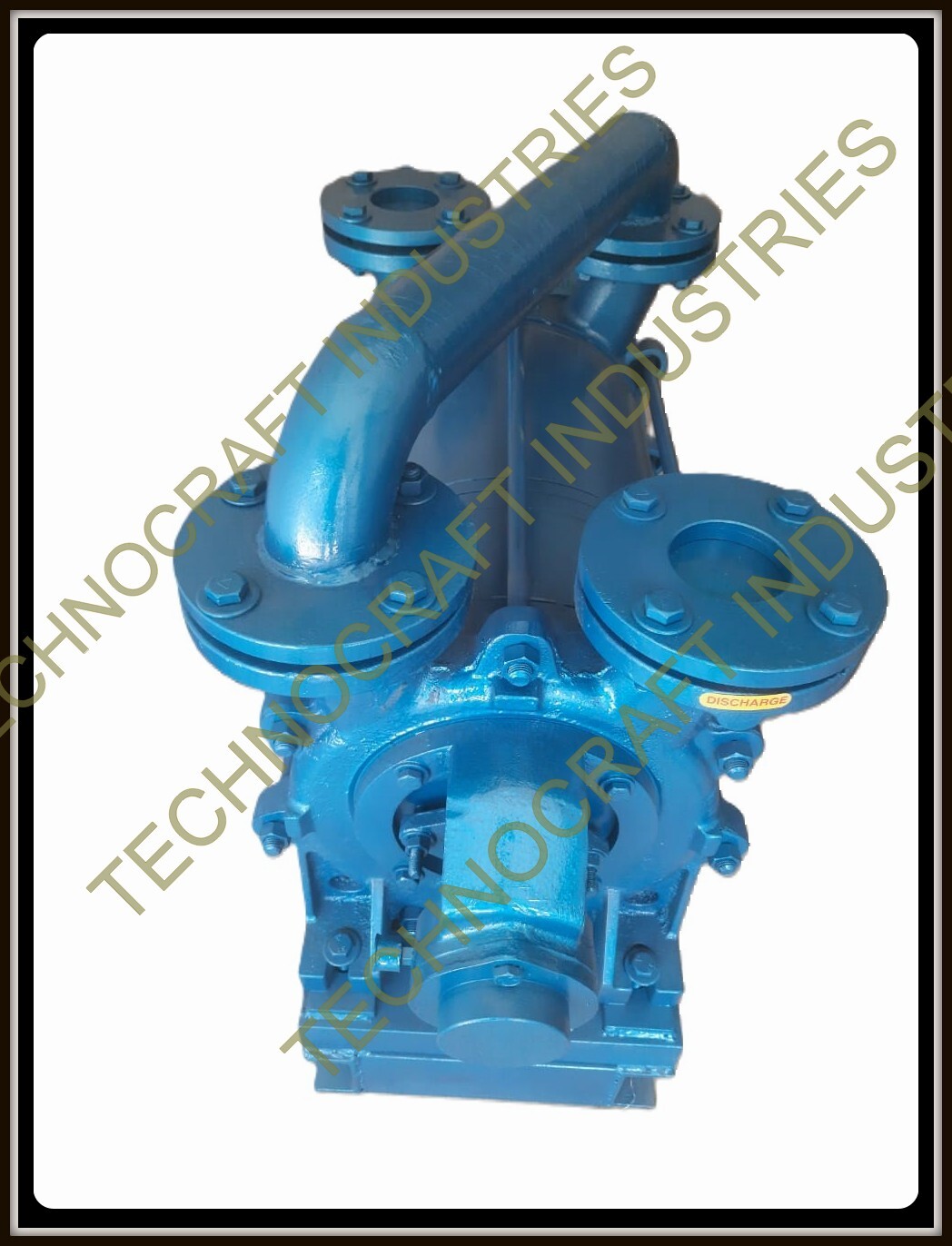
Usage : Dehydration and Filtration Processes Distillation, Exhausting Electronic Tubes GLS Lamps / Mercury Vapour Lamps & Tubes Sterilizing Vacuum Metallurgy, Vacuum Sublimation Vacuum Impregnation, Thin Film Coating
Flow Rate : 3.06 m/hr to 600 m/hr
Material : Cast Iron
Size : Different Available

Price 62000 INR / Piece
Minimum Order Quantity : 1 Number
Usage : Draining Paper webs, Evacuting Condensers and Piping Priming Pumps & Drying resins, Paints and chemicals. Conveying wheat, Sugar& Chemicals Products,
Flow Rate : 50 m/hr to 1080 m/hr
Material : Cast Iron, SS304, SS316, Bronze, Gun Metal & as per process requirement
Size : Different Available

 Send Inquiry
Send Inquiry
